Call us now :07971549374

 Send Inquiry
Send InquiryHigh Speed Tubular Bowl Centrifuge
Price 500000 INR/ Unit
MOQ : 1 Unit
High Speed Tubular Bowl Centrifuge Specification
- Product Type
- High Speed Tubular Bowl Centrifuge
- Material
- Stainless Steel (SS 304/316)
- Type
- Centrifugal Separator
- Centrifugal Chamber
- Tubular bowl design
- Motor
- Electric, 1-5 HP (variable depending on model)
- Refrigeration System
- Not Equipped
- Temperature Control Range
- Ambient to 80C
- Speed
- Up to 20,000 RPM
- Net Weight
- Approx. 350-600 Kg (Depending on model)
- Safety Features
- Overload protection, Vibration sensor, Interlock system
- Application
- Pharmaceuticals, Bio-technology, Food, Chemical, Oil & Dairy industries
- Separation Factor (G-force)
- up to 17,000 x g
- External Finish
- Mirror/Matte Finish Stainless Steel
- Noise Level
- <70 dB
- Bowl Diameter
- 80-120 mm (model dependent)
- Power Supply
- 220V/380V, 50/60Hz
- Control Panel
- Digital/PLC based
- Feed Capacity
- up to 1000 Litres/hour
- Installation
- Floor-mounted
- Operation
- Continuous
- Maximum Liquid Discharge Pressure
- up to 2 bar
- Bowl Volume
- 6.5 - 10 Litres
High Speed Tubular Bowl Centrifuge Trade Information
- Minimum Order Quantity
- 1 Unit
- Supply Ability
- 15 Units Per Month
- Delivery Time
- 1 Months
- Sample Available
- Yes
- Main Domestic Market
- All India
- Certifications
- Wooden Packing
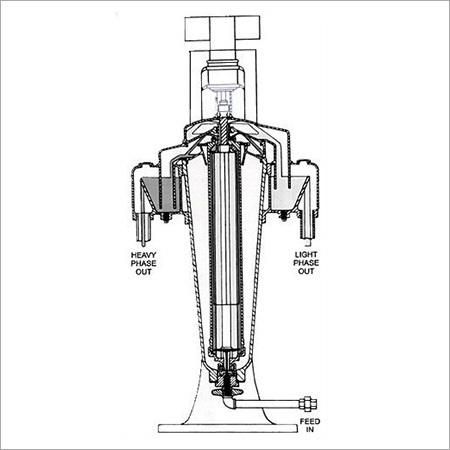
About High Speed Tubular Bowl Centrifuge
We are a prime manufacturer and supplier of High Speed Tubular Bowl Centrifuge. The super rotator is a vertical fast tubular bowl axis, creating radiating power up to multiple times the force of gravity. It is used either for constant partition of two immiscible fluids having distinctive particular gravities or for group shrewd illumination/cleaning of fluids containing fine insoluble solids. Our array of High Speed Tubular Bowl Centrifuge is pertinent in various ventures and are made accessible at to a great degree plausible rates.
Specification
|
Model Name/number |
as-6 to as-26 Available |
|
Capacity |
All Type |
|
Size/dimension |
All Size Available |
|
Material |
All Type Material |
|
Country of Origin |
Made in India |
Advanced Separation Technology for Critical Industries
Designed for continuous, high-efficiency separation, the High Speed Tubular Bowl Centrifuge delivers exceptional performance in the pharmaceutical, biotechnology, chemical, and food sectors. With a separation factor of up to 17,000 x g and speeds reaching 20,000 RPM, it rapidly processes high volumes, ensuring outstanding product purity and yield, even with complex mixtures.
Intelligent Safety and User-Friendly Controls
The centrifuge features a user-centric digital/PLC control panel for precise monitoring and parameter regulation. Integrated safety components, such as overload protection, vibration sensors, and interlock systems, shield both user and machinery, ensuring uninterrupted operation and longevity. Installation is straightforward, owing to its floor-mounted design and ergonomic layout.
Premium Build Quality and Adaptability
Manufactured with corrosion-resistant stainless steel and available in both mirror and matte finishes, this centrifuge endures demanding industrial environments. Models are adaptable to a range of processing volumes and power specifications, catering seamlessly to global standards and diverse operational requirements.
FAQs of High Speed Tubular Bowl Centrifuge:
Q: How does the high speed tubular bowl centrifuge separate liquids and solids efficiently?
A: The centrifuge uses centrifugal force generated by spinning the tubular bowl at up to 20,000 RPM, enabling rapid separation of solids from liquids. The high G-force (up to 17,000 x g) pushes heavier particles to the bowl wall, while clarified liquid is collected from the center, resulting in superior separation performance.Q: What industries and applications are most suitable for this centrifuge?
A: This centrifuge is ideal for pharmaceuticals, biotechnology, food processing, chemicals, dairy, and oil industries. It is particularly effective for processes requiring continuous solid-liquid separation, clarification, purification, and even extraction in sensitive and high-throughput environments.Q: When should operators choose mirror versus matte stainless steel finish?
A: A mirror finish is recommended for environments where hygiene and easy cleaning are critical, such as pharmaceuticals and food industries. Matte finishes are preferred where aesthetics are less important and minor surface marks are less visible, contributing to a durable, professional appearance.Q: Where should the centrifuge be installed for optimal performance?
A: The centrifuge is designed for floor-mounted installation on a stable and vibration-resistant base. It should be placed in well-ventilated industrial areas with safe electrical connections, away from direct moisture or corrosive chemicals to ensure optimal operation and maintenance access.Q: What processes benefit most from using this centrifugal separator?
A: Processes involving liquid clarification, solid-liquid separation, extraction, and purification benefit significantly. The unit is suitable for separating bacterial cells, yeast, protein precipitates, plant extracts, or fine chemical and food suspensions at industrial scales.Q: How does the digital/PLC control panel enhance operation and safety?
A: The digital/PLC control panel provides real-time monitoring, precise speed and parameter adjustments, and instant alerts. Integrated safety features such as overload protection, vibration sensors, and safety interlocks help prevent accidents, protect machinery, and minimize downtime.Q: What are the usage benefits of continuous operation in this centrifuge?
A: Continuous operation allows for uninterrupted processing, maximizing throughput (up to 1000 litres/hour) and efficiency. This reduces labor costs, increases productivity, and enables rapid processing of large volumes, which is especially valuable in demanding industrial environments.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Centrifuge Machine Category
High Speed Tubular Bowl Centrifuge
Price 500000 INR / Unit
Minimum Order Quantity : 1 Unit
Material : SS
Type : Other, Vertical Centrifuge
Product Type : Other, High Speed Tubular Bowl Centrifuge
Speed : Up to 20,000 RPM

Industrial Wax Separation Centrifuge Machine
Price 350000.0 INR / Unit
Minimum Order Quantity : 1 Unit
Material : Stainless Steel 304
Type : Other, Horizontal Basket Centrifuge
Product Type : Other, Industrial Wax Separation Centrifuge Machine
Speed : Up to 3000 RPM
Tubular Bowl Centrifuge
Price 3500000 INR / Unit
Minimum Order Quantity : 1 Unit
Material : Stainless Steel
Type : Other, Automatic
Product Type : Other, Tubular Bowl Centrifuge
Speed : 1500020000 RPM

Purification Centrifuge Machine
Price 3500000 INR / Unit
Minimum Order Quantity : 1 Unit
Material : High grade stainless steel (SS304/316)
Type : Other, Benchtop, automatic
Product Type : Other, Purification Centrifuge Machine
Speed : 500 to 16,000 RPM adjustable
Our Products

W-175, M.I.D.C., Ph-2, Kalyan-Shil Road, Opp. Galaxy Furniture Hub, Dombivli (E),Dombivli - 421201, Maharashtra, India

Mr. Namdeo Shende
(Proprietor)
Mobile :07971549374
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
